1999.11.30 プラスチック処理促進協会/宇部興産/荏原製作所
廃棄物の加圧二段ガス化プロセス実証プラントが竣工
社団法人プラスチック処理促進協会(会長:幸田重敬
三井化学会長)、宇部興産(株)(社長:常見和正)、(株)荏原製作所(社長:前田
滋)の三者は、新エネルギー・産業技術総合開発機構(NEDO:松井秀行理事長)の委託を受け、廃プラスチック等有機廃棄物から化学原料として利用可能な合成ガスを製造する技術の研究開発を行ってきましたが、1999年11月30日、山口県宇部市に実証プラントが完成し、竣工式を行いました。
| 研究開発の目的 | ||
| 廃プラスチック等の有機廃棄物を高温・高圧条件下でガス化した後、化学工業原料 として利用可能な合成ガスを製造する容器包装リサイクル法に適合した循環型リサ イクルシステムを確立する。 | ||
| : | ||
| 研究開発の内容と特徴 | ||
| 廃プラスチック等の有機廃棄物を破砕し、固形燃料のような成形品を作る。 この成形品を加圧下の低温ガス化炉および高温ガス化炉の二段システムにて熱分解 および部分酸化(ガス化)する。 金属類は未酸化の状態で回収され、灰分はスラグとして回収される。 高温の生成ガスは、冷却水による急冷、アルカリ洗浄によりガス中の塩素分を除去した後、有効利用される。 高温処理、急冷により、ダイオキシン類の合成、再合成はない。 |
||
| このプロセスに、ガス精製設備を併設することにより、次の特徴をもつ | ||
| (1) | 有機廃棄物から、石油・石炭等、化石原料より選られるガスと同品質の合成 ガスが製造できる。 | |
| (2) | 不燃物や塩素などの有害物質の除去により環境負荷の低減に寄与する。 | |
| (3) | このシステムは既存の技術と異なったゼロエミッションのリサイクルが 可能となる。 | |
実証プラントの概要
| 設置場所 | 山口県宇部市、宇部興産(株)の関連会社である 宇部アンモニア工業の隣接地 | ||
| 処理能力 | 廃プラスチックの処理能力30t/日 | ||
| 実証期間 | 平成11年度~平成12年度 | ||
| 実証費用 | プラント建設費を含み約30億円 |
| その他 | |
| : | 実証試験後、宇部興産ならびに荏原は、平成12年度完全施行される容器包装 リサイクル法に伴う容器包装廃プラスチックの再商品化事業への参入を目指す。 |
塩化ビニル環境対策協議会 PVCニュース 2000年3月
No.32
http://www.pvc.or.jp/pvc/data/32-05.html
荏原製作所・宇部興産の加圧二段ガス化方式「EUPシステム」
■塩ビ混入廃プラから水素ガスを生成
荏原製作所と宇部興産が共同で開発に取り組む加圧二段ガス化方式「EUPシステム」は、容器包装リサイクル法に基づいて自治体が分別収集する容器包装廃プラスチックの有効利用を目的とした技術です。塩ビを含む廃プラスチックを熱分解することによって水素ガスを生成してアンモニアの原料として再利用するのがシステム開発の狙いで、世界的にも類例の少ないガス化技術と言えます。ちなみに、EUPというシステム名は両社の頭文字を取って命名されたものです(Pはプロセス)。
両社は昨年11月30日、宇部市の宇部アンモニア工業(有)隣接地内に処理能力1日30トン(年間1万トン)規模のEUP実証プラント(〒755―0057山口県宇部市大字藤曲字昭和開作2575―6/TEL.0836-36-0605)を竣工させ、NEDOからの委託事業として、今年9月の終了を目標に実証試験を進めています。
EUPシステムの主な特長としては、(1)塩ビなどのハロゲンを含むプラスチックの分別が不要で、廃プラスチックの種類を問わず処理できること、(2)ダイオキシンなどの有害物質を出さないこと、(3)スラグや金属類などを回収再利用できること、などが挙げられます。
容器包装リサイクル法の完全実施により「その他プラスチック」の分別に着手する自治体にとって、その技術開発の意味は大きく、見学者の数も日増しに増加しているとのことです。
■塩化水素の回収・再利用も
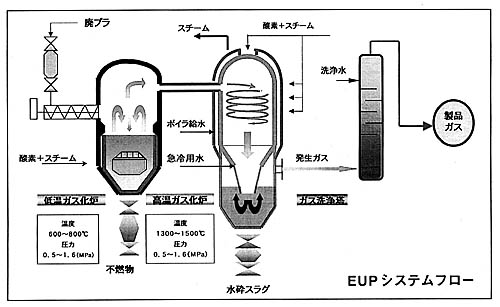
EUPシステムに採用されている加圧二段ガス化方式とは、処理する廃棄物の量に応じて炉内に一定の圧力をかけて温度を調節しながら、低温ガス化炉と高温ガス化炉を使って効率的にごみを熱分解する技術です。処理プロセスの概要は次のとおりです。
| (1) | まず、廃プラスチックを破砕して直径6センチ、長さ15センチ程度のシンプルな固形燃料(RDF)に圧縮成形します。ごみを圧縮成形するのは、プラスチックの均一性を高め、表面積を小さくすることでガス化速度を緩慢かつ平準化するためです。また、炉への搬入システムにおけるハンドリング性を向上させる意味も持っています。 |
| (2) | 低温ガス化炉において第1段目のガス化(部分酸化)が行われます。炉内の温度は600℃~800℃です。ここでは酸素と蒸気により廃プラスチックはガスとチャーなどに分解されます。低温ガス化炉には流動床式の炉が使われていますが、これは廃プラスチックに混入する金属類などの不燃物を分離するためであり、不燃物は砂と共に抜き出すことにより炉外へ排出されます。 このように、EUPシステムでは、廃プラスチック中に混入してくる鉄やアルミなどの不燃物もそのまますべてRDF化して低温ガス化炉で分離する方法が取りられており、不燃物も一緒に処理できる点が特徴のひとつとなっています。 |
| (3) | 低温ガス化炉で発生したガスは次の高温ガス化炉に送られ、酸素と蒸気により1,300℃~1,500℃の高温下で更にガス化が促進されます。またダイオキシンも完全分解され、飛灰はスラグとなって回収され、セメントの原材料などに再利用されます。 |
| (4) | 高温ガス化炉を出たガスは、炉の下部に設けられた急冷室に送られ、ダイオキシンの再合成を防ぐため、アンモニアを含んだ急冷用水にて一気に200℃以下にまで冷却されます。更に洗浄塔を経る過程でスラグが除去され、また塩化水素は塩化アンモニウムとして水中に固定され、次に洗浄塔を経て、炭酸ガスや塩化水素などが取り除かれ、水素と一酸化炭素及び炭酸ガスを主成分とするガス(いわゆる合成ガス)となります。この合成ガスは現在のところ隣接する宇部アンモニア工業に送られ再利用されることになっていますが、廃プラスチック30トンからアンモニア26トン分の原料に相当する水素ガスが得られるとのことです。 |
| (5) | 急冷用などに使用された水は水処理設備で微粒スラグなどの固形分を取り除いて循環再利用されます。また、塩化水素をアンモニアと中和させ生成した塩化アンモニウムは本設備で回収され、化学肥料の原料となります。 |
■塩化水素対策にも様々な工夫
以上のプロセスのうち、固形燃料化を含む前処理から低温ガス化炉までの技術開発が荏原製作所の担当、高温ガス化炉から水処理までが宇部興産の担当となっていますが、塩ビ業界として注目しているのは、ガス中に含まれる塩化水素に対応できるよう各工程で様々な設計上の工夫がなされていることです。
例えば、低温炉、高温炉それぞれで温度を一定にコントロールできるようになっているほか、前述の塩化アンモニウムも、塩化水素の回収再利用という点で見逃せないポイントと言えます。荏原製作所環境エネルギー開発部の佐藤隆夫課長によれば、実証試験に使用している原料中の塩素分は約4%、塩ビ換算で8%程度とのことですが、実際にはこれよりも少な目であるとのことです。
EUPシステムの実証試験が終了した時点で、荏原製作所・宇部興産の両社は容器包装リサイクル法に基づく再商品化事業者として自治体の廃プラスチック処理を受注していく計画です。また、合成ガスの利用についても、アンモニアのほかメタノール製造への利用、燃料電池への応用などいろいろ事業展開が想定されているようです。
2002/10/24 昭和電工
使用済みプラスチックのアンモニア原料化事業計画について
回収プラスチックのガス化によるケミカルリサイクルを実現
昭和電工株式会社(大橋光夫社長)は、この度、川崎事業所(川崎市川崎区、西本教幸所長)にて、使用済みプラスチック(以下、回収プラ)をアンモニア等の化学品原料として使用するケミカルリサイクル事業を開始することを決定し、プラント建設を本格的に開始いたしましたので、お知らせいたします。
本事業計画は、川崎市が推進する「川崎エコタウン構想」の基本方針に沿ったもので、一般廃棄物系の容器包装リサイクル法に基づいた「プラスチック製容器包装」をはじめ、川崎市内及び周辺企業等から排出される産業廃棄物系プラスチックを、化学品原料として完全リサイクルする循環型社会形成への貢献を目指す計画です。具体的には、1日当たり195トンの回収プラから、廃棄物を出さずに175トンの液化アンモニアをはじめとする化学品を製造いたします。
注 日本経済新聞 2002/10/25
・・・ 年6万4千トンの廃プラから5万8千トンのアンモニアを製造できる。・・・
なお、設備投資額は74億円で、その内リサイクル産業施設整備費には、経済産業省の環境調和型地域振興施設整備費補助事業として、国庫及び川崎市より37億37百万円の補助金が予定されています。
また、設備の完工は2003年3月、稼動は同年4月を予定しております。
本事業計画の特長は以下の通りです。
| [1] | 回収プラをガス化設備にて1300℃以上の高温でガス化処理するため、回収プラに混入している塩化ビニルを分別する必要がない。 |
| [2] | ガス化処理されたガス中の塩素はアルカリで中和し、ソーダ電解原料として場内でリサイクルする。 |
| [3] | 硫黄は重亜硫酸ソーダ原料として場内でリサイクルする。 |
| [4] | 不純物である金属類は還元状態で回収され、有価物として販売する。 |
| [5] | 精製されたガスは、アンモニア合成の原料とする。 |
本事業計画の概要は以下の通りです。
1.事業者の名称および住所
昭和電工株式会社
住所:東京都港区芝大門一丁目13番9号
代表者:代表取締役社長 大橋 光夫
2.事業の名称
事業の名称 使用済みプラスチックのガス化によるアンモニア合成ガス製造事業
3.事業を実施する区域
位置 神奈川県川崎市川崎区扇町5-1 昭和電工川崎事業所内
区域面積 *)前処理設備:約6,500m2
ガス化設備:約7,400m2
*)搬入された回収プラから金属類を除去し、ガス化設備の原料となるよう
破砕・成形を行なう設備
4.事業規模
設備投資金額 74億円
5.事業のスケジュール(予定)
[1]設備完成 2003年 3月
[2]操業開始 2003年 4月
当社グループはRC(レスポンシブル・ケア)活動を積極的に展開しており、環境保全はもとより原料転換、省エネルギー、廃棄物の原料・再資源化、化学物質の排出量削減等を推進し、地球環境に対する負荷の低減に努めております。
今般、約半量のアンモニア原料を従来のナフサやコークス炉ガス、石油系オフガスからリサイクル品に変更することにより、環境に対する負荷の低減を実現いたします。
(ご参考)
昭和電工(株)アンモニア事業の概要
昭和電工(株)は、川崎事業所で展開するアンモニア事業を、化学品事業部門の基盤事業として位置づけ、ナフサを始め、川崎の立地を生かしてコークス炉ガス、石油精製オフガスなど原料の多様化を図るとともに、物流体制の整備により競争力強化を推進してきた。
現在、当社川崎事業所は東日本唯一のアンモニア生産・供給拠点であり、生産能力は
年産19万7千トンである。この内、自家消費分を除く約9万トンを大小様々な荷姿で外販しており、その販売シェアは業界第一位を占めている。
2004年5月7日 昭和電工
使用済みプラスチックのアンモニア原料化事業について
---
回収プラスチックのガス化によるケミカルリサイクルを実現
---
http://www.sdk.co.jp/contents/news/news04/04-05-07.htm
昭和電工株式会社(大橋光夫社長)は、2003年4月から川崎事業所(川崎市川崎区、庄賀文彦所長)にて、使用済みプラスチック(以下、回収プラ)のケミカルリサイクル事業を行って参りましたが、今般、本格的にアンモニア原料としての使用を開始いたしました。
なお、これを機に当社は、アンモニアに「エコアン®(ECOANN®)」の商標登録を行い、循環型社会に貢献する製品として積極的な営業展開を行います。
この事業計画は、川崎市が推進する「川崎エコタウン構想」に沿ったもので、一般廃棄物系の容器包装リサイクル法に基づいた「プラスチック製容器包装」をはじめ、川崎市内及び周辺企業等から排出される産業廃棄物系プラスチックを、化学品原料として完全リサイクルする事業です。具体的には、1日当たり195トンの回収プラから、175トンの液化アンモニアをはじめとする化学製品を製造いたします。
本事業の特長は以下の通りです。
| ① | 回収プラを、熱利用および発電目的の焼却等のリサイクル方法ではなく、ガス化により完全ケミカルリサイクルを行う事業である。 |
| ② | 回収プラをガス化設備にて1300℃以上の高温でガス化処理するため、回収プラに混入している塩化ビニルを分別する必要がない。 |
| ③ | ガス化処理されたガス中の塩素はアルカリで中和し、ソーダ電解原料として事業所内でリサイクルする。 |
| ④ | 硫黄は、硫黄誘導品原料として事業所内でリサイクルする。 |
| ⑤ | 不純物である金属類は還元状態で回収され、有価物等としてリサイクルする。 |
| ⑥ | 精製された水素ガスは、アンモニア合成の原料とする。 |
本事業の設備投資額は84億円ですが、その内37億37百万円は国庫および川崎市の補助金を活用しております。
当社グループはRC(レスポンシブル・ケア)活動を積極的に展開しており、環境保全はもとより原料転換、省エネルギー、廃棄物の原料・再資源化、化学物質の排出量削減等を推進し、地球環境に対する負荷の低減に努めております。
今般、約半量のアンモニア原料を従来のナフサやコークス炉ガス、石油系オフガスから上記リサイクル品に変更することにより、環境に対する負荷の低減を実現いたします。
(ご参考)
1.プラスチックの再資源化状況
2002年における我が国の回収プラスチックの総量は990万トンであり、その内訳は一般廃棄物系508万トン、産業廃棄物系482万トンである。この内、再資源として有効利用された量は542万トンで、再資源化率は55%となっている。
再資源利用の内、「発電を主目的とする焼却」と「熱利用を目的とする焼却」が332万トン(約3分の2)を占めており化学製品原料に再利用されている例はごく僅かである。
一方、単純焼却や埋立されている回収プラスチックは449万トンにのぼり、焼却時のダイオキシン抑制対策や、最終処分埋立地の処理能力が限界に近くなっているという問題が発生している。
2.容器包装リサイクル法による再利用
一般廃棄物の容器包装廃棄物のリサイクル促進を目的とした法律「容器包装に係わる分別収集及び再商品化の促進に関する法律(容器包装リサイクル法:容リ法)」が1995年6月に成立し、2000年4月からPETボトル以外の「プラスチック製容器包装(その他プラ)」を含め完全施行された。
容リ法は、自治体が分別収集した容器包装を、国の指定法人である財団法人日本容器包装リサイクル協会(容リ協会)の選定した事業者が再資源化し、容器包装の排出(製造販売)事業者が製造販売量に応じリサイクル費用を容リ協会に支払うというものである。
容リ法の施行によって、家庭から分別排出されるプラスチックは自治体が分別収集(回収)し圧縮減容化、これをリサイクル事業者が引き取って再商品化する。
3.昭和電工㈱アンモニア事業の概要
当社は、川崎事業所で展開するアンモニア事業を、化学品事業部門の基盤事業と位置づけ、ナフサを始め、川崎の立地を生かしたコークス炉ガス、石油精製オフガスなど原料の多様化を図るとともに、物流体制の整備により競争力強化を推進してきた。
当社川崎事業所は、東日本唯一のアンモニア生産・供給拠点であり、生産能力は年産
19万7千トンである。この内、自家消費分を除く約9万トンを大小様々な荷姿で外販しており、その販売シェアは業界第一位となっている。
この度、アンモニア製品に「エコアン®(ECOANN®)」の商標登録を行い、循環型社会に貢献する製品として積極的な営業展開を行っている。
富士テック株式会社 j530.com
(ゴミゼロドットコム)
http://j530.com/?subcmd=100&dochead_id=132
リサイクル 湾岸を再生
~ゴミゼロ都市の心臓部に
「環境ビジネスが臨海部企業を支えるまでに育つとは…」。2010年の東京湾。廃プラスチックや建設廃材を積んで忙しげに行き交う定期船を眺めながら、ある化学会社の工場長は感慨深げにつぶやいた。船の行く先は東京都、川崎市、千葉市の埋め立て地に生まれた廃棄物処理やリサイクル施設・研究所。首都圏全域から集められた廃棄物が繊維・事務用品や建設資材に再生され、エコ商品群として再び企業や自治体へと還流する。かって空洞化に悩んだ臨海部の静脈産業の連鎖が生まれていた。
川崎市臨海部で70年前、アンモニア製造からスタートした昭和電工・川崎事業所が2003年からその製法を大幅転換する。家庭や周辺工場から廃プラを集め、新設の高温ガス溶融炉によりアンモニア原料となる水素ガスなど化学原料に再生。廃プラに混入しているキャップなどの金属類もリサイクルする。
リサイクル手法への転換はアンモニア製造の存続に不可欠だった。従来近隣の東亜石油から石油精製で出るガスを購入してアンモニアを製造していたが、東亜が来年から発電事業の燃料にガスを利用するため新たな原料確保を迫られていた。
「かってのようにナフサを原料とするのは割高になるため、リサイクル製法を模索した」(同事業所)。国が総事業費74億円の半分を助成することが確実になり実現にこぎつけた。
朝日新聞 2004/3/18
高温高圧なし触媒も不要でアンモニア合成 京大など開発
窒素からアンモニアを作るのに高い熱や圧力を加えず、金属の触媒も要らない省エネ合成法を京都大の植村栄教授と近畿大のチームが開発した。60個の炭素原子がサッカーボールのようにつながった分子「フラーレン」を使うのが特色だ。18日付の英科学誌ネイチャーに掲載される。
窒素は日常的な温度や圧力では反応しにくい。肥料やプラスチックなどの原料になるアンモニアを工業的に作るには、100~250気圧、400~600度の条件で、酸化鉄などの触媒を使って窒素と水素を反応させている。エネルギーを多く使うので効率的な合成法が求められている。
植村教授らはフラーレンと炭水化物を組み合わせ、「サッカーボール」に、底に穴が開いた「おわん」を二つかぶせたような形にした。これと還元剤を水に溶かして温度60度の液を作り、光を当てながらかきまぜて1気圧の窒素とふれさせるとアンモニアができた。
「おわん」の穴に乗った窒素が、液の電子と光のエネルギーで反応しやすくなったらしい。ただ、現段階ではフラーレンの半数ほどでしかアンモニアが作れず、大量生産は難しいという。
2004/09/06 日本化成/三菱化学
アンモニア系製品に関する事業の統合について
http://release.nikkei.co.jp/detail.cfm?relID=80518
日本化成株式会社(住所:福島県いわき市、社長:一万田道敏。以下「日本化成」という。)と三菱化学株式会社(住所:東京都港区、社長:冨澤龍一。以下「三菱化学」という。)とは、本年12月1日をもって三菱化学の硫酸、硝酸、硝酸塩類、オリウム、工業用硫安、アンモニア及び液体尿素(以下総称して「アンモニア系製品」という。)に関する事業を日本化成に集約・統合することに合意し、本日、両社の取締役会でそれぞれ承認されました(概要は別紙のとおり)。
三菱化学は、平成15年より取り進めてきた中期計画"革進Phase
I"において、ポートフォリオ解析に基づく事業の再編・再構築を推し進め、石化・機能化学・機能材料・ヘルスケア・サービスの5セグメントを柱に、グループ各社を含めた事業経営の集約・強化を図ってまいりました。
今般、三菱化学グループの無機事業分野におきましても、日本化成を三菱化学グループにおける同事業の中核会社として位置付け、強化・発展に注力していくこととし、その一環として同事業の中心となるアンモニア系製品事業の統合を実施することといたしました。
また、日本化成は、コークス・アンモニア・肥料等を発祥事業とし事業展開を図ってまいりましたが、平成11年にコークスの生産を停止、平成14年に肥料事業を三菱化学アグリ株式会社に譲渡する一方、平成14年より取り進めてきた中期計画"DS PLAN 21" (=Dynamic Speciality Plan 21)において、スペシャリティケミカルを中心とした高収益企業への転換を進めてまいりました。
今回の事業統合は、三菱化学のグループ経営戦略の一環であり、日本化成は、三菱化学グループにおける無機事業の中核企業としての役割を果たしていくとともに、この確固たる事業基盤をベースに、スペシャリティケミカルを中心とした事業構造転換を加速したいと考えております。
三菱化学は、昭和12年に黒崎事業所(福岡県北九州市)におけるアンモニアの製造・販売を開始して以来、その誘導品である硝酸、硝酸塩類(硝酸アンモニウム、硝酸ソーダ、硝酸カリウム等)及び液体尿素の製造・販売並びに硫酸、オリウム等の販売を行うなど、アンモニア系製品事業を展開してまいりました。平成14年には、製品の基礎原料であるアンモニアの価格高騰に伴い、その製造を停止し、コスト競争力のある海外品を中心とした購入品に切り替えるなど、同事業の強化を実施してきました。
一方、日本化成は、昭和15年に独自でアンモニアの製造を開始しましたが、その後三菱化学からの購入に切り替え、硝酸、硝酸塩類等のアンモニア誘導品を製造・販売しております。
現在、両社のアンモニア系製品事業は、ボイラー・焼却炉の脱硝用アンモニア及びその主要誘導品である硝酸を中心にそれぞれ堅調に推移しておりますが、今後の事業を取り巻く環境を考えますと、安価な海外品の流入等による国内市場での更なる競争激化が予想されます。今回の事業統合により、最適生産・物流体制の構築など、生産・販売・技術面でのシナジー効果が得られることなどが期待されます。両社は、一致協力して統合効果の早期実現を図り、存在感のある事業として発展させてまいります。
なお、本件が日本化成の業績に及ぼす影響につきましては、本年8月9日に日本化成が発表いたしました平成17年3月期業績予想を修正いたしますので、本日付で同社が別途開示する「連結及び個別業績予想の修正に関するお知らせ」をご覧ください。
<無機事業統合の概要>
| 1.三菱化学から日本化成へ統合・集約される事業の内容 | ||
| 現在三菱化学の無機事業部が所管する硝酸、硝酸塩類(硝酸アンモニウム、 硝酸ソーダ、硝酸カリ等)、液体尿素のアンモニア系製品の製造・販売事業 及び硫酸、オリウム等の無機製品の販売事業 ◇当該事業の工場 三菱化学: 黒崎事業所(福岡県北九州市) 日本化成: 小名浜工場(福島県いわき市) |
||
| 2.期日 | : | 平成16年12月1日(予定) |
| 3.対価 | 約30億円 (棚卸資産、固定資産(製造設備等)等の対価として) |
|
| 4.対象事業の業績(平成16年3月期の三菱化学における業績) | ||
| 売上高 105億円 営業利益 6億円 |
||
<両社の概要> (平成16年3月31日現在)
1.三菱化学株式会社の概要
(1)名称 三菱化学株式会社
(2)主な事業内容
製造業(総合化学)
(3)設立年月日 昭和9年8月1日
(4)本店所在地 東京都港区芝五丁目33番8号
(5)代表者 取締役社長 冨澤 龍一
(6)資本の額 145,086百万円
(7)従業員数 5,285人
(8)大株主構成および持株比率
日本トラスティ・サービス信託銀行株式会社 10.0%
日本マスタートラスト信託銀行株式会社
7.0
明治安田生命保険相互会社
5.2
日本生命保険相互会社
4.1
株式会社東京三菱銀行
3.3
2.日本化成株式会社の概要
(1)名称
日本化成株式会社
(2)主な事業内容 製造業(化学工業)
(3)設立年月日 昭和12年9月1日
(4)本店所在地 福島県いわき市小名浜字高山34番地
(5)代表者 取締役社長 一万田 道敏
(6)資本の額
6,593百万円
(7)従業員数 204人
(8)大株主構成および持株比率
三菱化学株式会社 52.7%
三菱商事株式会社 12.1
株式会社みずほコーポレート銀行
3.5
日本マスタートラスト信託銀行株式会社
1.6
日本トラスティ・サービス信託銀行株式会社
1.2
スペシャルティガス事業を国内外で拡充
http://www.sumitomoseika.co.jp/news/2004/050124.pdf
当社では、今後、スペシャルティガス事業を国内外で拡充していく予定です。国内では、段階的に超高純度アンモニア設備の増強を行い、2005年8月には、年間生産能力を1,500トンに引き上げます。また、その他の自製ガスの品質向上と設備能力増強も順次行う計画です。海外では、台湾および韓国、中国に積極的に展開を図っています。台湾では当社100%子会社を設立し、スペシャルティガス(特に超高純度アンモニア等)の製造・販売を行い、現地の顧客との関係を強化していきます。一方、韓国・中国では、現地協力先との連携強化(移充填設備や物流拠点の設置等)を図り、より積極的に営業活動を展開していきます。
1.超高純度アンモニア設備増強
設備計画:1,500トン/年(2005年8月時点予定)
設置場所:当社別府工場(兵庫県加古郡)
2.台湾現地法人の概要
会社名:台湾住精科技股イ分有限公司(Sumisei
Taiwan Technology Co., Ltd.)
設立日:2004年12月
資本金:約1億円
董事長:当社常務取締役ガス事業部長土屋正孝
出資者:当社100%出資
事業内容:スペシャルティガス製品の製造・販売
事務所:新竹市
工場:彰化縣鹿港彰濱工業区線西区西一区
スペシャルティガス(超高純度アンモニア等)設備および物流センター設置
(2005年第3四半期完成予定)
従業員数:当初10名程度
【ご参考】
当社は、1985年、国内でいち早くシリコン半導体素子絶縁窒化膜用に高純度アンモニアの製造販売を開始し、市場のニーズに応じて超高純度化と設備の増強を行ってきました。最近では、IC用途に加えて、LCD(液晶ディスプレィ)絶縁窒化膜、GaN系LED(発光ダイオード)、LD(半導体レーザー)素子向けなどに大量に消費され、その需要は、国内のみならず、東アジア(台湾、韓国、中国ほか)でも急伸しています。