Chemnet Tokyo 2002/3/4
ソーダ業界もアライアンス進む、日産化など3社工業会退会
経営環境が厳しさを増すなか、か性ソーダ業界にもアライアンスの動きが進行しつつある。今月末には保土谷化学工業、日本カーバイド工業、日産化学工業の3社が揃って業界団体である日本ソーダ工業会から退会する。
保土谷化学は1997年7月に郡山工場を停止、日本カーバイドは2000年12月に魚津工場、日産化学は1987年に共同出資していた千葉塩素化学の解散以来、それぞれ電解設備の操業を止め、自家消費用のソーダ、塩素を委託生産に切り換えていた。しかし最終的にこれらの誘導品事業からも撤退するため、委託生産を止めるというのが退会の理由だ。
同工業会のメンバーは、最盛期の1973年当時にはメーカー40社が加盟し、工場も全国に54工場あった。しかしそのごは市場競争の激化や、誘導品事業からの撤退、原料や製法の転換など経営環境の激しい変化から、電解事業そのものから手を引くところが相次いだ。
現在会員数は32社36工場。今月末3社が抜けると29社と、30社を割り込む。昨年も三菱ガス化学と関西クロルアルカリの2社が退会しており、2年間に5社減ることになる。
これに伴い、生産能力も1980年の年産449万トンをピークに削減傾向にある。アライアンスへの取り組みとともに、需給バランスを維持し、採算性を回復していこうとする各社の意欲の現れととれそうだ。
北海道曹達 東北東ソー 呉羽化学 昭和電工 日本曹達 関東電化 セントラル化学 鶴見曹達 日本軽金属 信越化学 電気化学 三井化学 東亞合成 旭硝子 鐘淵化学 ダイソー 南海化学 住友化学 日本製紙ケミカル 東ソー トクヤマ ヴイテック 三菱化学 旭化成 昭和化学工業 鹿島電解 岡山化成 セントラル硝子(セントラル化学親会社) 旭電化(鹿島電解に出資)
| 会社名 ( )は親会社 |
工場 | 生産能力 | VCM塩素ソース |
北海道曹達 |
苫小牧 |
13,043 |
; |
東北東ソー |
酒田 |
5,368 |
; |
呉羽化学 |
錦 |
10,880 |
; |
昭和電工 |
川崎 |
8,195 |
; |
日本曹達 |
高岡 |
6,400 |
; |
関東電化 |
渋川 |
4,470 |
; |
水島 |
5,683 |
||
合計 |
10,153 |
||
セントラル化学 |
川崎 |
6,625 |
セントラル化学川崎 (2003/3停止) |
鶴見曹達 |
鶴見 |
9,535 |
; |
日本軽金属 |
蒲原 |
4,956 |
; |
信越化学工業 |
直江津 |
4,994 |
; |
電気化学工業 |
青海 |
5,102 |
; |
三井化学 |
名古屋 |
(98/8 停止) |
; |
大阪 |
(99/12 停止) |
三井化学大阪 (99/12停止) | |
大牟田 |
7,193 |
; | |
合計 |
7,193 |
; | |
名古屋 |
7,154 |
; |
|
徳島 |
16,348 |
||
合計 |
23,502 |
||
日本カーバイト工業 * |
魚津 |
(2000/12停止) |
2000 |
旭硝子 |
鹿島 |
28,473 |
; |
千葉 |
22,544 |
京葉モノマー | |
北九州 |
1,339 |
停止決定 | |
合計 |
52,356 |
; | |
鐘淵化学工業 |
高砂 |
29,234 |
鐘化高砂 |
ダイソー |
尼崎 |
8,854 |
; |
松山 |
4,243 |
||
小倉 |
2,871 |
||
合計 |
15,968 |
||
和歌山 |
3,126 |
; |
|
住友化学工業 |
愛媛 |
11,008 |
; |
大分 |
1,291 |
||
合計 |
12,299 |
||
| 日本製紙ケミカル | 岩国 |
2,778 |
; |
四日市 |
15,556 |
東ソー四日市 |
|
南陽 |
69,309 |
東ソー南陽 | |
合計 |
79,898 |
; | |
トクヤマ |
徳山 |
41,087 |
トクヤマ徳山 |
ヴィテック |
水島 |
11,432 |
ヴイテック水島 (三菱化学内) |
三菱化学 |
黒崎 |
3,442 |
; |
旭化成工業 |
延岡 |
15,060 |
; |
昭和化学工業 (沖縄) |
具志川 |
273 |
; |
鹿島電解 |
鹿島 |
34,844 |
鹿島塩ビモノマー (信越、鐘化向け) |
千葉電解 * |
千葉 |
(98/10 停止) |
千葉塩ビモノマー (98/10停止) |
岡山化成 |
水島 |
14,372 |
山陽モノマー
(2000/3停止) |
関西クロルアルカリ * |
大阪 |
(2000/12停止) |
; |
合計 |
; |
437,082 |
; |
*日本ソーダ工業会退会
化学工業日報 2002/6/6
北海道曹達、塩素需要減に対応し事業構造を抜本改革
旭硝子が出資する北海道曹達(苫小牧)は、主力の紙・パルプ向け塩素の需要減などの環境変化に対応し、事業構造の大胆な改革に乗り出す。設備や組織の統合、生産再配置などでスリム化を図る一方、国内ソーダメーカーとしては初めてとみられる一般塩の販売にも進出する。研究技術センターの設置によって機能型製品事業の強化を図るほか、旭硝子との連携で市場密着型の営業体制を構築する。汎用分野で市場規模に合わせた合理化を実施、同時に事業の多角化を図ることで生き残り戦略を鮮明にする。
化学工業日報 2002/10/22
北海道曹達、道内で自社営業を開始
北海道曹達は、10月から道内の自社営業を開始した。これまでは最大出資者の旭硝子に営業を任せていたが、地場密着型の事業運営を目指していくなか、製販一体の体制を整えた。同時に、旭硝子は札幌支店を閉鎖。北海道曹達が、道内の旭硝子化学品の販売を代理店として手掛けることになった。北海道曹達では、このほど販売業者などを集めた懇親パーティーを開催し、今後の営業体制などについて説明した。
東北東ソー化学株式会社 http://www.shonai.co.jp/venture/kigyo/133.htm
昭和12年に旧㈱鉄興社のソーダ工場を中心とする主力工場として開設され、酒田地区臨海工場地帯の中核となりました。
昭和43年には石巻工場を開設。
昭和50年に東洋曹達工業㈱(現・東ソー㈱)と合併。
昭和58年に酒田・石巻両工場が分離し地域社会に貢献する企業「東北東ソー化学㈱」として再出発しました。
その後平成6年に能代工場、平成7年に仙台営業所を設置しました。
当社は東ソーグループ企業として一層の努力を重ね社会に貢献したいと願っております。
| 事業概要 | 酒田工場・・・か性ソーダ、各種塩化物、高度晒粉、ファインケミカル製品の製造 石巻工場・・・肥料(熔成燐肥など)の製造 能代工場・・・炭酸カルシウムの製造 |
| 設立 | 昭和58年03月 |
| 資本金 | 2000百万円 |
| 従業員数 | 210名 |
| 代表者 | 代表取締役社長 中嶋 武俊 |
| 所在地 | 酒田市大浜1―4―16 |
日本経済新聞 2000/6/2
三菱ガス化学 電解事業から撤退 設備停止、旭硝子と合意
三菱ガス化学は年内いっぱいで、塩素、カセイソーダを生産する電解事業から撤退することを決めた。旭硝子と折半出資の電解事業子会社、関西クロルアルカリ(大阪市大正区)が大阪府豊中市内に持つ設備を今年12月末で停止することで旭硝子側と合意した。電解事業は内需低迷や設備過剰で採算が悪化している。同社は今後も不採算事業の見直しを進め、国内シェア1位のメタールなどコア事業に経営資源を集中する。
関西クロルアルカリの電解能力はカセイソーダ換算で年間4万3200トンで、関西地区の生産シェアは約10%。三菱ガス化学の大阪工場(大阪府豊中市)内に設置しており、同社のポリカーボネート樹脂生産向けに塩素を使ったり、自治体の浄水場向けに塩素やカセイソーダを販売してきた。三菱ガス化学は設備停止後も塩素とカセイソーダの仕入れ販売は続ける方針。会社を清算するかは旭硝子と協議する。
鶴見曹達 http://www.tsurumi.co.jp/
| 1934 | 鶴見曹達株式会社が創立され電解ソーダ事業を開始(資本金150万円) 取締役社長・福沢駒吉。 |
| 1942 | 昭和曹達株式会社(現在の東亞合成株式会社)と合併し同社鶴見工場となる |
| 1943 | 昭和曹達(株)と保土谷化学工業(株)の共同出資により日本航空化学工業(株)を創立(資本金1,000万円) この日をもって当社の設立とする。 |
| 1945 | 社名を再度鶴見曹達株式会社と改める。 |
| 1949 | 保土谷化学工業(株)の出資全株を東亞合成化学工業(株)(現在の東亞合成株式会社)に譲渡 |
| 1984 | 東京証券取引所市場第二部に株式上場 |
2002/10/1 日本製紙
分社化多角化部門の営業開始について
日本ユニパックホールディンググループの日本製紙は、多角化3事業部門(外材事業本部、ピュアパック事業本部、DP・化成品事業本部)を分社化し、10月1日にそれぞれ発足、営業を開始しました。
新会社はそれぞれ、これまで培ってきた技術力・営業力を生かし、さらに、独立した経営を行うことにより、経営スピードをあげて事業に取り組むことができます。今後は、各業界のトップ企業を目指し、日本製紙グループの一翼を担う会社として収益力の向上に努めます。
日本製紙木材株式会社 Nippon Paper Lumber Co.,
Ltd.
日本紙パック株式会社 NIPPON PAPER-PAK CO., LTD.
日本製紙ケミカル株式会社 Nippon Paper Chemicals Co., Ltd.
代表取締役社長 : 町原 晃 本社所在地 : 東京都千代田区五番町5-1(JS市谷ビル) 資本金 : 30億円 事業内容 : 溶解パルプ、化成品、薬品の製造および販売 従業員数 : 302人(10月1日発足時) 売上高見込み : 約240億円
*日本ユニパックホールディンググループ
日本製紙 + 大昭和製紙 + 日本板紙
昭和化学工業株式会社 http://www.showa-kagaku.co.jp/
(SHOWA CHEMICAL INDUSTRY CO.,LTD )
昭和44年11月合資会社.沖縄塩素工業より事業を承継し昭和塩素工業株式会社と社名を改めて設立する。
当社は沖縄県内唯一のソーダ工業であり、各製品は上下水道.石油精製.電力.製紙.製糖事業などに使用されている。
昭和48年12月浦添市にある牧港工場を廃し(水銀法から隔膜法への転換は国内第1号)具志川市昆布に移転し、平成4年社名を改め現在に至る。
東亞合成 http://www.toagosei.co.jp/
| 1933 | 当社の前身である矢作工業(株)設立。親会社の余剰電力を利用し、硫安・硫酸、硝酸の製造を開始する | |
| 1942 | 第2次矢作工業(株)設立。これをもって当社の設立とする。 | |
| 1944 | 昭和曹達(株)・北海曹達(株)・レーヨン曹達(株)の3社を吸収合併し、社名を「東亞合成化学工業株式会社」とする。 | |
| 1957 | 徳島に苛性ソーダと有機溶剤を生産する新工場(徳島工場)を開設。 | |
| 1960 | 名古屋工場にアクリル酸エステルのプラント完成。 | |
| 1963 | 瞬間接着剤「アロンアルフア」の生産開始。 | |
| 1973 | 関係会社東亞樹脂工業(株)が、(株)寺岡製作所と合併、アロン化成(株)誕生。 | |
| 1983 | 大分県にアクリル酸の製造を目的とした「大分ケミカル(株)」設立。 | |
| 1994 | 創立50周年を機に社名を「東亞合成株式会社」と変更。 当社初の海外現地工場を米国オハイオ州に設立。アロンアルフア(米国名クレージーグルー)の充填・包装を開始。 |
|
| 2000 | 三菱化学との合弁による塩化ビニル製造販売会社「ヴイテック(株)」発足。 |
http://www.u-net.city.nagoya.jp/toshi/yaya/04_05.html
明治22年、大日本帝国憲法が公布され、名古屋市制が施行され、東海道線が全通したこの年、市内に初めて電灯をともした名古屋電灯、後の中部電力は、明治末期に水量豊かな木曽川水系の電源開発に着手しました。
当時の社長で、福沢諭吉の女婿であった福沢桃介は、希代の相場師とか、日本各地の電気事業を取り仕切った電力王と呼ばれ、女優川上貞奴とのロマンスなど、波乱に富んだ生涯をおくった辣腕の経済人ですが、彼は新会社を起こす名人でした。
桃介は、水力発電の余剰電力を活用して、従来のるつぼ炉ではなく電気炉による特殊鋼の生産をはじめました。それが大正5年設立の電気製鋼所、後の大同特殊鋼です。
また、彼は、矢作水力を傘下におさめ、昭和8年、矢作工業、後の東亞合成を設立し、化学工業を起こしました。さらに、矢作工業から副生する硫酸焼鉱を原料として、電気炉による銑鉄の生産を行うため、昭和12年に矢作製鉄、後のヤハギを設立しました。福沢諭吉
↓
福沢桃介(女婿) 矢作工業 (後の東亜合成) 設立
↓
福沢駒吉 東亞合成社長、鶴見曹達社長(設立時)
↓
福沢文士郎 現在の東亞合成社長
南海化学 http://www.nankai-chem.co.jp/
1906 南海硫肥株式会社創業 1918 和歌山市小雑賀にてネルソン式電解によりか性ソ ーダ並びに塩化物製造開始 1928 土佐硫曹株式会社を設立 1937 南海化学工業株式会社と改称 1939 株式会社中山製鋼所に合併 1951 南海化学工業株式会社として設立、資本金1,500万円 1965 土佐工場において高度さらし粉の製造開始 1983 土佐工場か性ソーダ製法を従来の隔膜法からイオン交換膜法に転換 1986 和歌山工場か性ソーダ製法を従来の水銀法からイオン交換膜法に転換
製品:
か性ソーダ(液体)・か性ソーダ(固形)、合成塩酸、液化塩素、次亜塩素酸ソーダ、
低食塩次亜塩素酸ソーダ 、さらし液、高度さらし粉、トリクロルイソシアヌール酸、
ジグロルイソシアヌール酸ナトリウム、クロロピクリン、硫酸、発煙硫酸、
ポリ塩化アルミニウム、硫酸ばんど、ポリ硫酸鉄、芳香族系有機塩素化合物中間体
住友化学、塩酸酸化の新プロセスを技術供与
住友化学は、塩酸酸化の新プロセスを開発し、このたび塩素生産能力年間約10
万トン規模で、国内の化学メーカー1 社に採用されました。これは本技術の優位性が評価されたものであり、すでに活発化している国内外からの引き合いに対しても、積極的に技術供与を推進していく方針です。
通常、塩素は、食塩(塩化ナトリウム)の電気分解により苛性ソーダと一緒に生産されるため、苛性ソーダの需要によっては塩素が不足する場合があるなど、需給バランスが常に問題となっています。また、塩素は、ウレタン原料であるイソシアネート類やエピクロルヒドリンなど各種塩化物の合成に使用されていますが、これらの製造過程では、通常、塩酸が副生し、それを35
%塩酸として販売したり、塩ビモノマーのオキシクロリネーション法の原料として有効利用しています。しかしながら、ウレタンと塩ビモノマーのそれぞれの需要構造の変化によって、副生塩酸の処理に困っているのが現状です。
この副生塩酸を効率良く塩素に転換することは、この問題を解決すると同時に、塩素の輸送量の削減など、資源の有効活用をもたらします。
塩酸を塩素に転換する技術としては、三井化学の塩酸酸化法(MT
クロル法)、ドイツのウーデ社(UHDE
)の塩酸電気分解法が知られていますが、設備投資額、運転コストの面でさらなる向上が望まれていました。
住友化学は独自の酸化触媒を開発しましたが、この触媒は低温下で高い触媒活性があるため、スケールアップ、設備投資額の面で有利な固定床反応器の使用を可能とし、これらの問題を解決しました。2001年1月から愛媛工場で年産1000
トンのプラントを稼働させ、プロセスの安定性や収率などの確認をしてきました。その結果、客先の要望に応じて、塩素のプロセス収率を99
%までの範囲でフレキシブルに設計できるプロセスを確立しました。
このように本塩酸酸化技術は既存技術に較べて競争力があり、世界的にもニーズが高いことから、資源の有効活用により環境負荷の少ないグリーンケミストリー技術として、積極的に技術ライセンスを推進していく方針です。
化学工業日報 2002/10/23
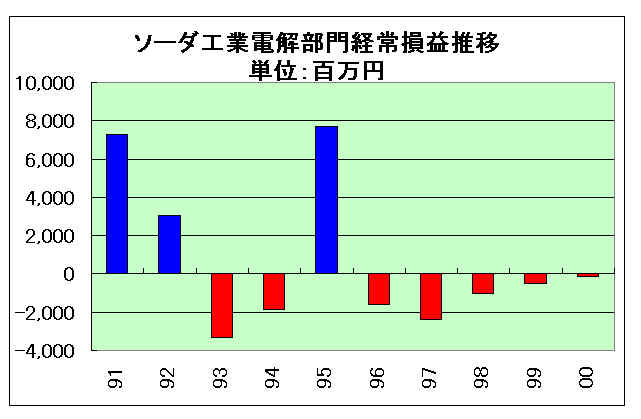
2001年度の国内電解事業 6年連続赤字に
額・幅は年々減少 力性出荷の低迷など響く
2001年度の国内電解事業の収益は、6年連続の赤字となった模様だ。為替要因などで力性ソーダ輸出の手取りが増えたことから赤字幅はやや減少したものの、需要の減退を受けて国内事業の収益が悪化して不採算を余儀なくされた。ここにきて需要に底打ち感が出ているが、今年度(2002年度)も電解生産物の需要は力性ソーダをはじめとして振るわない状態が続いている。このままでは長期的な赤字状態から脱するのは難しいとみられている。
6年連続で赤字となったのは、2001年度の国内ソーダ企業の電解部門の経常収益の合計。赤字幅は、1億24百万円の赤字だった前年度の2000年度と比べてほぼ横ばいだが、若干の改善がみられたようだ。同収益は1996年度に赤字に転じて以来、2000年度まで5年連続で赤字が続いてきたが、23憶7千万円を記録した97年度をピークに赤字額自体は年々減少している。そのため2001年度の赤字で、赤字連続は6年目に突入したが、赤字幅は4年続いて減少したことになる。
ただ、国内収益に限ってみれば、状況は逆に悪化した可能性が高い。2001年は、輸出が数量は低下したものの、主力の豪州向け価格の高騰に加え為替差益が出て大きく伸びた。このため2001年度の収益も全体では前年度比横ばいにとどまった。しかし、国内では力性ソーダの出荷実績が前年度比4.5%減となるなど低迷した。国内の場合、市況はむしろ下向きに動いたことから数量の低下以上に売り上げは減少したものとみられる。国内に限ってみれば、各社による合理化効果を超え、こうした売り上げ減が響いて赤字が拡大したとみていい。
また輸出の手取りが増えたことで、輸出しているメーカーと輸出をあまりしていないメーカー間の収益格差も大きくなった。
今年に入っても国内需要は、力性ソーダなどで減退傾向にある。そのうえ今年から豪州向け輸出価格も大幅に値下がりしている。
7月、8月と力性ソーダの需要に底打ち感が出ているものの、電解事業の収益の厳しい状況はしばらく続くことになりそうだ。
2003/9/1 旭化成
台湾におけるイオン交換膜法食塩電解設備受注について
旭化成株式会社(本社:東京都千代田区、社長:蛭田史郎)は、台湾塑膠工業股■有限公司(英文名称:Formosa
Plastics Corporation、本社:台北市、総経理:李志村)より、同社麦寮工場向け年産30万トンのイオン交換膜法食塩電解設備を受注し、設備供給契約書を締結しましたのでお知らせ致します。
1.経過の概要
旭化成は1999年および2000年に Formosa
Plastics Corporation 麦寮工場にイオン交換膜法食塩電解設備 (合計3系列、年産79万トン)を供給して参りましたが、今般、これに続く第4系列の競争入札が実施され、旭化成が三度受注致しました。
なお、FPC麦寮工場の生産能力は、第4系列の稼動により年産109万トンとなります。これは単一のイオン交換膜法食塩電解工場としては世界最大規模であり、その総てが旭化成のプロセスとなります。
今回の受注にあたって、旭化成は、より一層の低消費電力を特徴とする独自開発のゼロギャップ電解槽を提供致しますが、このような旭化成の技術開発力および信頼性が評価され、受注に至ったものと考えています。
旭化成は、今回の受注により、トップシェアの地位を確固たるものとする一方、今後ともイオン交換膜と電解槽、陽極、陰極、運転技術を含む電解システムの総てを供給している世界で唯一のメーカーである強みを生かして、世界No.1の地位を築いていきます。
2.契約の概要
| (1) 売主 | : | 旭化成株式会社 |
| (2) 買主 | : | Formosa Plastics Corporation |
| (3) 工場所在地 | : | 台湾雲林県麦寮郷 |
| (4) 生産能力 | : | 年産30万トン (100%苛性ソーダベース) |
| (5) 供給機器 | : | イオン交換膜法食塩電解設備一式 および仕様 ML32NCZ (自然循環型高電密ゼロギャップ電解槽) |
| (6) 稼動時期 | : | 2004年12月 (予定) |
<ご参考>
◇旭化成株式会社
本社 : 東京都千代田区有楽町1-1-2
資本金 :
1,034億円 (2003年3月末)
売上高 :
11,936億円 (連結 2003年3月期)
◇旭化成イオン交換膜事業の特徴および実績
| : | 旭化成はイオン交換膜と電解槽、陽極、陰極、運転技術を含む電解システムの総てを供給している世界で唯一のメーカーである。 旭化成が1975年より開発を進めている複極式イオン交換膜法食塩電解技術は、従来の水銀法・隔膜法に比べて環境負荷が少なく、低消費電力が特徴である。 旭化成がこれまで供給した電解設備は、国内メーカーはもとより海外大手メーカー、特に世界最大の苛性ソーダメーカーである Dow Chemical(年産133万トン)やFormosa Plastics Corporation(今回の受注を加えて年産111万トン)、Akzo(年産49万トン)をはじめ、米国、カナダ、ドイツ、中国、韓国など世界各国60工場以上に及び、その生産能力は年産7百万トンを超え、世界でトップシェアである。 また旭化成が開発したアシプレックスFイオン交換膜は優れた電解性能を有しており、特に最新のF44シリーズは電解電圧、電流効率、塩水中不純物耐性などで世界トップレベルの性能を有している。 旭化成では、機能製品カンパニー 交換膜事業部がイオン交換膜法食塩電解システムの開発、製造・製作、供給を担当している。 |
化学工業日報 2003/9/24
信越化学、クロール・アルカリ事業を強化
信越化学工業は、クロール・アルカリ事業の強化に乗り出す。共同出資の電解企業である鹿島電解からの電解製品の引き取り枠を増やし、来年には自社の直江津工場(新潟)と合わせてカ性能力約22万トン体制を確立する。これにより同社は国内トップ5入りを果たす。増加分のカ性ソーダは需要がおう盛な海外に出荷するが、同社にとっては世界的にタイト化が予想される塩素ソースを確保できることの意味も大きいとみられる。同じ鹿島で事業化している塩ビ樹脂(PVC)の競争力強化につなげていくことになりそうだ。
化学工業日報 2003/11/12
来年央、南陽で電解増設 東ソー、総能力113.9万トンに
東ソーは11日、南陽事業所で食塩の電気分解設備を増強することを明らかにした。投資額60億円をかげて来年6月に年間能力12.6万トンの増強を図る。これにより同社の電解総能力は現状の同101.3万トンから同113.9万に拡大し、アジアトップの電解メーカーとしての地位をさらに固める。
東ソーは南陽に新たに電解槽を増設し、製造した力性ソーダは需要が拡大しているオーストラリアにアルミナ向けとして主に輸出する。一方の塩素は、関連会社日本ポリウレタンにウレタン原料向けとして供給するほか、VCM化しての販売も図る考え。
南陽事業所では、下期から予備発電設備を活用してコンビナート外に恒常的に売電を行うことを決めており、この電力の夜間充電分を新電解槽に使用することになる。
日本経済新聞 2003/12/22
三井物産 中国に化学プラント工場
三井物産は中国で化学プラントの生産拠点を設ける。来年末までに樹脂原料となる塩素やカセイソーダをつくる電解槽の工場と補修設備を建設する。同社は子会社を通じ、中国が今年発注した電解槽のうち約6割を受注した。現地生産化でコストを下げシェアを維持する。
全額出資の電解プラントメーカー、クロリンエンジニアズが中国に進出する。上海市の周辺で立地場所を探しており、来年中に現地法人を資本金2億円程度で設立する。
工場はまず、中国に納入した電解槽の補修、点検作業を手がける。電解槽は3年に一度の割合でイオン交換膜などを取り換える必要があり、補修基地を中国に移すことでコストを引き下げる。数年後にはプラントの組み立ても始める。
中国は今年、カセイソーダの生産量換算で約200万トンの電解槽を発注した。来年以降も世界の電解槽の発注量の半分近くを占める見通し。旺盛な住宅建設などを受けて、塩化ビニール樹脂やウレタン向けの塩素の需要が増えている。
クロリンエンジニアズ http://www.chlorine-eng.co.jp/
資本金 1億5千万円 設立年月日 昭和48年10月19日
三井物産(株)と三井造船(株)の共同出資により設立株 主 三井物産株式会社 代表取締役社長 加藤 善徳 従業員数 : 110名
Chemnet Tokyo 2003年12月22日
ヴイテック、EDCの自給体制を確立
水島の電解能力の増強工事を完了
ヴイテックは11月下旬から水島工場内で電解設備の能力増強工事を進めていたが、このほど完工した。同工事は、ソーダ換算で年産13万t能力であったこれまでの電解設備を同18万t規模に引き上げるためのもの。これによって同社は、かねて念願の塩ビ原料EDCの完全自給体制を整えることができた。同社では、来年春からのフル稼動を予定している。軌道に乗れば、同社の企業体質の強化に大きな弾みがつくことになりそう。
ヴイテックは平成14年12月に抜本的な企業体質強化策を公表し、今年1月以降順次実行に移してきた。具体的には、川崎と四日市の工場内の低効率PVC設備(合計年産7万1,000t能力)の操業打ち切り、コスト引き下げのための水島工場を含めた合計3工場の全てのPVC設備の生産性の向上(同1万5,000t規模)、セントラル化学からのVCMの引取り(年10万t)停止、それに替わる水島工場内のVCM設備の増強(年産30万tを35万tに)--等が例として挙げられる。
今回の電解能力の増強は、そうした一連のコスト競争力強化策の中でも最も大きな効果を上げると期待されているもの。これによって同社は、これまで年間6~7万tに達していたEDCの外部購入量を一気にゼロにすることが可能となり、それによって得られる合理化効果はおよそ10億円と見込まれている。この1年で進めてきた合理化策の効果との合計は約20億円となり、同社の体質改善はかなり進展することになる。
しかし、同社の場合もかねてからユーザー各社に要請している価格修正が依然として認められないままきているため大幅な採算割れが続いており、しかもここにきて出発原料ナフサの価格が再度急騰しているので一段と深刻な事態に直面している。このため「需要家各社に窮状を理解していただき、早急に価格是正を受け入れていただくようお願いせざるを得ない」(平井祥司・同社社長)としている。
化学工業日報 2004/1/6
住友化学、大分の電解設備停止 3月 塩素、力性は外部購入へ
住友化学工業は、大分工場(大分市)で食塩電気分解設備を3月で停止する。設備の老朽化にともなうもので、自社製品の原料として使用する塩素や力性ソーダは外部購入に切り替える。国内の電解ソーダ工場は、度重なる事業撤退や工場集約などで近年は漸減傾向にある。今回の住友化学・大分の停止で、国内生産会社は27社34工場体制となる。
住友化学が大分で停止するのは、力性ソーダベースで年産9,900トン能力の電解設備。3月に停止し設備は廃棄する。同設備では力性ソーダと塩素を生産しているが、すでに外販は行っておらず、塩素は主に農薬の原料、力性ソーダも中和剤としての用途のほか、クレゾール関連などの原料として使用するなど工場内ですべて消化している。このため設備も低稼働状態となっており、力性ソーダはすでに外部購入ポジションにある。
一方で、大分工場は医薬原体などライフサイエンス分野工場の位置付けを強めており、老朽化設備に新たな投資を図る必要性はないと判断した。設備停止後は、力性ソーダ、塩素とも全量を外部から手当てする。
国内の電解工場は、国内市場に大幅な伸びが期待しにくいなか、事業再編が進みつつある。1997年に保土谷化学工業が郡山で生産を停止したのを皮切りに、98年に三井化学・名古屋、千葉電解、99年に三井化学・大阪、2000年に日本力ーバイド工業・魚津、関西クロルアルカリ、2002年に旭硝子・北九州と、毎年のように工場停止が相次いでいる。最盛期には54を数えた国内工場は、ソーダ灰専用を含めて現在35。住化・大分の停止でこれが34となる。また住友化学にとっても3月以降、電解事業は愛媛での1拠点生産体制に移行する。
石油化学新報 2004/1/28
トクヤマ、徳山の老朽電解設備更新に着手~2006年までに段階投資
一2003年度は整流器を更新/「ゼロギャップ」設備で競争力強化一
トクヤマは徳山製造所で、老朽化した電解設備の更新計画に着手した。3系列ある電解設備(か性ソーダ年産能力45万トン)のうち第1系列(同20万トン)が対象で、2003年度から2006年までの4年間に段階的に投資し、コスト競争力に優れる最新鋭のゼロギャップ型のイオン交換膜法(IM法)電解槽に置き換える。まず2003年度中に計画の第1弾として整流器の更新を完了する。2006年度までの総投資額は数十億円規模になるとみられる。
トクヤマは徳山製造所において、工業塩や石炭など原燃料の受け皿となる港湾設備、石炭火力自家発電設備といったインフラの優位性を武器に電解(クロルアルカリ)事業を展開している。製造される塩素を塩ビやプロピレンオキサイド、多結晶シリコンなど多岐にわたる自社製品の原料にも消費している観点から、電解事業の競争力強化は全社的な課題といえる。
トクヤマは85年、徳山製造所の電解設備において水銀法からの製法転換時に自社技術による複極式IM法電解槽を採用し、その後の増設も一貫してこの形式の電解槽で実施。また逐次、電解技術の改良も進め、電解電力を大幅に低減したほか、膜と電極を密着させ、膜に悪影響を及ぼさないゼロギャッブシステムとして世界最先端のレベルに達した。電力原単位については、か性ソーダ1トン当たり2,000KWH(電流密度:4KA/㎡)を切る水準にあり、世界最新の電解槽と比べても5%以上の省エネルギーを実現。さらにイオン交換膜の長寿命化技術を組み込み、イオン交換膜コストの大幅な低減にもつなげている。2001年8月に設備の一部にこの最新鋭の大型電解槽を導入し、か性ソーダの生産能力を年産4万トン増の45万トンに引き上げ、現在に至る。かねてから3系列ある電解設備のうち、最も古い隔膜法(D法)とIM法を組み合わせたDI法の第1系列についても最新鋭電解槽への更新を検討してきた結果、今回、2006年度までの段階的な投資によりこれを実行に移すことにした。まず2003年度中に整流器を更新し、2004年度から電解槽を最新鋭のものに置き換えていく。投資を4年間に分けることで、投資負担を軽減する。生産能力の増強幅については今後のか性ソーダの需給動向を見極めて結論を出す。
なおトクヤマは電解設備の競争力の源泉となる火力自家発電設備についても、昨年9月に老朽化した第9号機のタービン更新に着手、今年2月までに約30億円を投じて完成させる予定。これにより第9号機の発電能力を毎時2万4,000KW増強して14万9,000KWに引き上げ、5系列合計で55万2,000KW体制とする。なお第9号機に先駆け、第8号機のボイラーも約70億円の費用と約2年半の工期をかけて更新し、昨年7月から営業運転を開始したばかりで、設備の維持投資を抑制するだけでなく、燃料を特C重油(アスファルト)から割安な石炭に転換してコスト削減につなげている。
原料塩の大幅上昇必至、電解各社に収益圧迫要因
フレート急騰長期化も 再編加速へ引き金?
クロル・アルカリ事業に思いもよらぬ収益圧迫要因が持ち上がってきた。原料である輸入工業塩がフレート(運賃)の急騰を受けて大幅に値上がりすることが確実な情勢で、条件によっては1年前の数倍の価格での購入を強いられる電解メーカーも出かねない状況となっている。製品価格の上昇や需要増によって各社収益には向上の兆しが出始めていた矢先だけに、関係者は軒並み頭を抱えている。またフレートの高騰は長期化するとの予想もあり、そうなれば原料手当てのコストが今後の各社の競争力を決定する事態ともなりかねない。中長期的には原料塩問題が業界の淘汰を加速する可能性すら出てきた。
中国貿易の拡大を要因として、塩の輸送に使うバラ積み船(ドライバルク)のフレートが急激なまでに上昇している。主力の7万トン級船型のパナマックス級の場合、2003年秋口に1日当たり7000ドルだったフレートが現在は同40,000ドルと4-5倍にも及ぶ高騰を示している。しかも、その上昇の大半は昨年の秋口からの数力月で起こった。
もともと塩価格は、ここ3年ほど下降傾向にあった。現在もFOBべースでの価格には大きな変化をみせる兆しはない。ところが、この数力月でのフレート急騰を受け、CIFべースでの価格は値上がりが必至となっている。すでに価格に反映され始めているが、供給者と電解メーカーとの交渉が今後本格化し、値上げを受け入れざるを得ないとみられている。
一般にCIF価格に占めるフレートの割合は、大型船の場合は半分以下とみられる。しかし小型船では50%に達することもあることから、フレートが4倍になれば塩の購入価格は2倍以上になってしまう計算だ。電解の場合、製造コストに占める原料の割合は石油化学ほどは大きくないものの、収益への大きなマイナスは避けられそうにない。
電解メーカーの事業採算は、業界全体で不振が長期化している。その背景には、成熟気味の国内市場や下向きの価格推移、二十数社に及ぶメーカー数の多さなど構造的な問題があるとされる。しかし、ここにきて酸・アルカリ両サイドで輸出市場が活発化、製品価格底上げの動きも顕在化するなどして収益が水面上に浮上する期待も膨らんでいた。
ところが一難去って、また一難。新たなマイナス要因を抱え込む格好となっている。石炭での自家発電を行っているところでは、石炭価格やそのフレート上昇も頭が痛いところだ。現状のフレート高止まりが長引くようだと、中長期的にも業界に大きな影響を与える見込みが大きい。大型船を使えるメーカーと小型船しか扱えないメーカーとのコスト差が拡大するためだ。
安価な電力を使用できる企業とそうでない企業、塩ビを事業化している企業とそうでない企業、地場密着型かそうでないか。電解メーカーの強み弱みを色分けする要素はいくつかあげられているが、今後はこれに原料塩の船型が加わることも否定できない。状況によっては、これが引き金となって業界再編、事業撤退が進むとの観測も広がってきた。
日本経済新聞 2004/11/18
三井物産、豪の塩田買収
三井物産は30%を出資する豪州西部の塩田会社SBSJV社の株式を買い増し、100%子会社にする。株式取得額は約33億円。三井物産が塩田に投資するのは1973年以来31年ぶり。他の工業資源と同じく、化学工業などの原料となる工業塩も中国の需要増で価格上昇が見込まれている。
SBSJV社は豪州西岸に位置し、太陽光で海水を蒸発させて塩を取り出す天日塩田。同社の株式70%を保有する豪州社2社から三井物産が買い取ることで合意した。日本のほか、インドネシアやマレーシアに工業塩と食用塩の双方を供冶している。塩の市況は上昇傾向にあり、日本のユーザーに対する引き渡し価格は今年が1トン30ドル程度だったのに対し、来年は40ドル程度まで上昇する見通し。中国の需要増で今後も需給ひっ迫が続くとみられる。
http://www.chemlink.com.au/salt.htm
Shark Bay Salt Joint Venture at Shark Bay (also in the north west capacity of 1 million tonnes. Shark Bay is 35% owned by Shark Bay Resources, 30% by Mitsui and 30% by AMP Society
食塩電解事業から撤退
http://www.np-g.com/news/news05032401.html
日本製紙グループの日本製紙ケミカル(社長:町原 晃)は、2006年3月末をもって食塩電解事業から撤退することを決定しました。
当社の食塩電解事業は、1961年に旧山陽パルプ(現日本製紙)岩国工場において、食塩を原料として塩素、苛性ソ-ダの生産を開始して以来、国内の紙・パルプ工場では唯一である自家生産の優位性を発揮してきました。
一方、紙・パルプ業界では、環境対策強化の一環としてクラフトパルプ製造設備のECF化(塩素ガスを使用しない漂白法)が進められ、日本製紙岩国工場も2006年1月にECF化設備に切り替えることを決定しました。
また、国内における液体塩素需要は、1993年から2003年までの間に年率約2%で市場が縮小しています。このような状況下、岩国工場のECF化により余剰となる液体塩素の販路を新規に開拓することは極めて困難です。
そのため、当社は食塩電解事業からの撤退を決定し、当社がスーパークロンR(塩素化ポリオレフィン)の製造に引き続き使用する液体塩素は、外部からの購入を予定しています。
日刊工業新聞 2005/4/12
旭化成ケミ、電解事業で岡山化成の能力増強を検討
旭化成ケミカルズはカセイソーダと塩素を製造する電解事業について、ダイソーと合弁の岡山化成(岡山県倉敷市)で生産能力の増強を検討する。電解設備で新イオン交換膜を導入するほか、電解槽の電流・電圧条件を工夫する。現在15万トン(旭化成引取分5万トン)の年産能力を16万5000トン程度にまで引き上げることが可能とみている。カセイソーダ需要は年率2%程度の拡大が見込めるため、能力増強と競争力の強化を目指す。
旭化成ケミカルズは原料塩を電気分解し、カセイソーダと塩素を生産、販売するほか、電解プロセス技術を含めたイオン交換膜事業を展開している。現在、開発した新イオン交換膜は納入した台湾の電解メーカーで評価を受けている。高寿命、分解効率の高さが特徴で、有効性が確認されれば岡山化成に導入する。
ソーダ電解事業からの撤退及び業績予想の修正に関するお知らせ
http://www.cgco.co.jp/ir/data/050926.pdf
当社は、平成17年9月26日開催の取締役会において、川崎工場のソ-ダ電解工程を停止し、苛性ソーダ・塩素誘導品の生産並びに販売からの撤退を下記の通り決定しましたので、お知らせいたします。
また、この結果並びに最近の業績の動向等を踏まえ、平成17年8月18日の第1
四半期決算発表時に公表した業績予想を修正いたしますので、併せてお知らせいたします。
1.ソーダ電解事業からの撤退
(1)経緯及び理由
当社は、昭和38年に東亜燃料工業㈱(現
東燃ゼネラル石油㈱)グループと合弁会社
セントラル化学㈱(現 当社川崎工場)を設立、ソ-ダ電解の生産を開始し、その後昭和45年には東亞合成化学工業㈱(現
東亞合成㈱)との合弁により塩ビ製品の生産を行ってまいりました。
市場環境の悪化から平成15年3月末に塩ビ事業から撤退した後は、ソーダ電解の操業度を抑えて、苛性ソーダ・塩素誘導品の生産を継続してまいりました。
しかしながら、当社のソーダ電解事業は中長期的に収益改善が見込まれないため、経営資源を高付加価値事業に投入することを加速させるべく、今般電解工程を停止し、設備を廃棄することといたしました。
これに伴い、平成18年6月末をもって、苛性ソーダ及び次亜塩素酸ソーダ、塩酸、液化塩素、ニ塩化エタン等塩素誘導品の生産並びに販売を中止いたします。
なお、電解工程に携わっている従業員は、新規事業等に従事する予定であります。
(2)業績に与える影響
電解工程停止に伴い、関連設備の撤去を行いますが、除却損、撤去費等約26
億円を特別損失として今年度計上いたします。
平成18年度以降に関しましては、電解関連売上が50億円程度減少しますが、収益面での影響は軽微であります。
2.業績予想の修正 略
日本経済新聞 2005/9/27
セントラル硝子 電解事業から撤退
セントラル硝子は26日、来年6月末でソーダ電解事業から撤退すると発表した。原燃料価格の高騰などで事業採算が悪化しているため。不採算事業を整理し、人材などの経営資源を新規事業にシフトする。
川崎工場(川崎市)にある電解設備の生産能力は年間約7万トン。電解設備は廃棄する予定で、跡地には成長分野であるIT(情報技術)関連素材などの新規事業の設備を建設する方向で検討している。ソーダ電解事業の従業員約100人は新規事業部門に移す。
電解事業の撤退で販売を中止するのはカセイソーダや塩酸、液化塩素など、重油や電力などのエネルギーや原料である塩価格の値上がりの影響を受け、電解事業は赤字が続いていた。中長期的な収益改善は困難とみて撤退に踏み切る。電解事業の撤退に伴い26億円の特別損失を計上するため、2006年3月期の連結純利益を従来予想の123億円から100億円に下方修正した。
三井物産、アクゾから西豪州塩田の権益買収
三井物産は、蘭アクゾ ノーベルと、同社が保有する西豪州のオンズロー塩田の87.3%の権益全てを買収することで基本合意し、株式売買契約を締結した。買収総費用は約130億円。諸手続きを経て今年7-9月にも買収を完了、経営権を確保する。この買収により、三井物産は100%の権益を持つ西豪州のシャークベイ塩田との二拠点体制を構築するとともに、合計の塩生産能力を一気に年産380万トンまで拡大させ、アジアのメジャー・プレイヤーの一角に躍り出る。
オンズローは、年産250万トン生産能力を持つ海水天日塩田で、日本、中国を中心とするアジア地域に供給している。最大の需要分野である電解工業原料塩市場は、中国における急速な需要拡大を背景に需給がひっ迫している。三井物産は引き続きオンズローの塩を日本をはじめとしたアジア諸国の電解工業需要家に販売していく方針。
また、昨年2月に権益を100%に拡大したシャークベイ塩田との2拠点体制が構築されることから、両塩田の一体運営による経営の効率化と、需要家への安定供給確保を推進する。この一環として、シャークベイについてもオンズローと同じ4万5000トン級の輸送船が接岸可能なインフラ投資を行い、両拠点を活用した総合的な物流効率化を推進する。
化学工業日報 2007/9/10
石原産業、四日市に電解設備導入・自給体制整備
石原産業は、国内最大の酸化チタン工場である四日市工場(三重県)において、原料塩素・カ性ソーダの自家消費に対応するため電解設備を導入する。日本製紙ケミカルが06年3月で操業停止した電解設備(塩素生産能力年間2万7000トン、カ性ソーダ同3万トン)を譲り受けて四日市工場に移設するもので、来年3月完工、8月操業開始の予定で、このほど工事に着手した。設備が稼働すれば需給ひっ迫を背景としたこれら原料の市中価格上昇にも対応できるほか、年間数億円程度の合理化効果を生み出すとみている。
石原産業は四日市工場に塩素法で同6万8000トン、硫酸法で同8万7000トン、計同15万5000トンの設備を保有して、コア事業である酸化チタンを生産している。原料鉱石のほか塩素・カ性ソーダも現状は外部購入に依存しているが、酸化チタンの総需要が増加を続けていることに加え、主原料である原料鉱石の選択柔軟性のアップ、原料輸送上の安全への配慮などを背景に外部購入から自前の電解設備による調達方法に切り替えることを決定した。
設備導入にあたり同社は、塩素ガスを使用しないパルプ漂白法(ECF化)に転換するため06年3月に岩国工場での電解事業から撤退した日本製紙ケミカルと売買契約を結び、同社設備を四日市工場に移設する方法を採用。購入費用は明らかにしていないが、移設にともなう総投資は20億円弱。四日市工場ではこのほど基礎工事を始めており、来年8月から運転要員直2人体制のもとで操業を始めたい考え。